|
|
压铸模具
一.压铸模具在生产中的作用http://-www.hexinmusu.com
1.压铸模具是压铸生产中重要的工艺装备,它对生产能否顺利进行,铸件质量的优劣起着极为重要的作用,它与压铸生产工艺、生产操作存在着互相影响又互为制约的关系。
2.其重要作用是:
(1).决定着铸件形状和尺寸公差级;
(2).浇注系统决定了熔融金属的填充状况;
(3).控制和调节压铸过程热平衡;
(4).模具的强度限制了压射比压的最大限度;
(5).影响着压铸生产的生产效率。
二.压铸模具结构
下面通过对压铸模结构介绍,分析模具中每一个构件的作用、对模具基本结构形式、固定方法、选用材料及热处理等有一个初步的认识和了解。
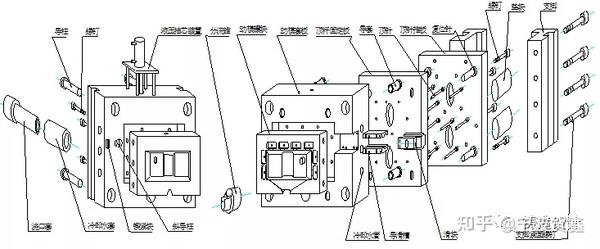
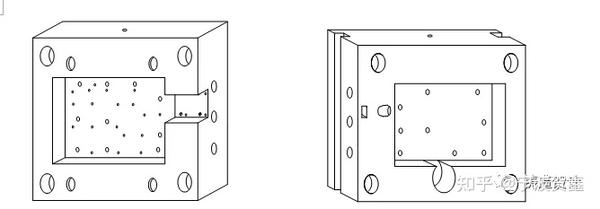
以下是一套冷式机常见的压铸模结构拆装图:
从压铸模结构拆装图可以看出,压铸模主要是由定模和动模两个部分组成,定模和机器的压射部分相连并固定于其头板上.动模则安装在压铸机的中板上,并且随机器中板的移动而和定模合拢或分离。
三.压铸模具的构件及其作用
1.定模(通常又叫前模) :见下图。
定模是压铸模的主要组成部分, 定模和压铸机的压射部分相连,并固定在压铸机压射部分和浇注系统相通,是压铸件型腔的重要组成部分。主要由定模镶块、定模套板、导柱、锲紧块、斜导柱、浇口套、定模抽芯机构等部分组成。http://-www.hexinmusu.com
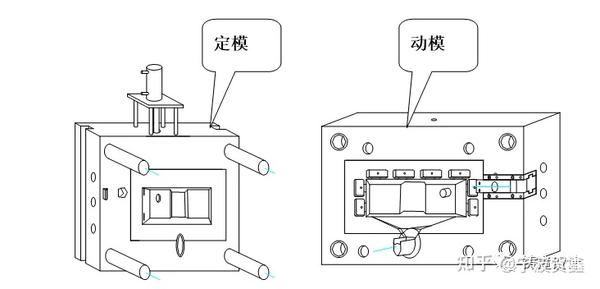
2.动模(通常又叫后模) :见上图。
动模是压铸模的另一个重要组成部分, 动模是和定模形成压铸模成型部分的另一个整体,它一般固定在压铸机中板上,随中板作并合运动,与定模部分分开合拢。一般抽芯机构和顶出机构大多在这个部分。
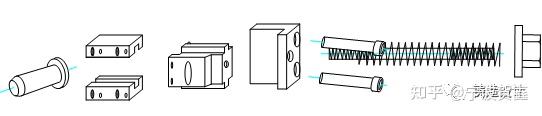
3. 抽芯机构(通常又叫行位) :
作用: 抽动与开模方向运动不一致成型零件的活动型芯机构。
抽芯机构主要包括:斜导柱、侧面型芯、滑块、导滑槽、限位块、螺杆、弹簧、螺母、螺钉等部分组成。如下图所示。
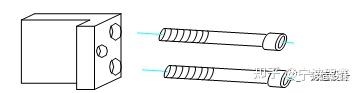
4.斜销(通常又叫斜导柱):见下图。
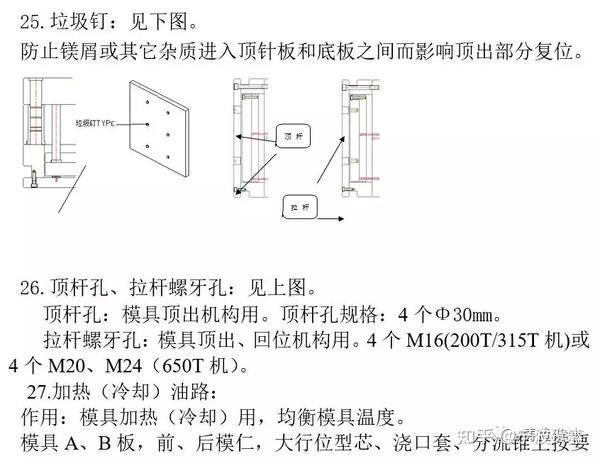
作用: 在开模过程中,强制滑块运动,抽出芯型。有内抽芯和外抽芯两种,其断面形状多采用扁圆形,防止抽芯时拉伤滑块。

主要参数: 斜角α的大小和抽芯力大小、抽芯行程长短、承受弯曲度力大小有关。
斜角α的数值一般取:10°、15°、18°、20°、25°。
斜销直径取决型芯包紧力的大小,斜销长度 = 固定部分 + 工作段尺寸 +(5~10) cm
材料: T8A、T10A、 热处理: HRC:50~55 。
5.导滑槽:见下图。
作用: 限定滑块运动轨迹的组件。 材料: T8A、T10A、40cr 热处理:HRC 42~47。
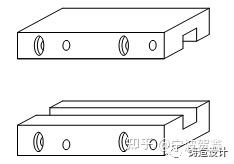
6.滑块:见下图。
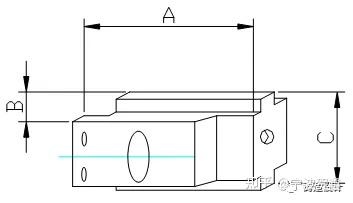
作用: 连结型芯和斜销配合作抽芯运动的组件,和斜销配合共同完成抽芯动作。现场生产时要求滑块和导滑槽配合适当,其抽拔距离不能超过导滑槽长度的2/3,合模时滑块应受一定的预紧力,防止金属液窜入导滑槽,致使滑块卡死。
参数: 滑块的高度B ,宽度C按型芯尺寸决定,滑块的长度A与B、C有关,为使滑块工作时稳定要求 A≥0.7C A≥B。
材料:T8A、T10A、40cr 热处理:HRC 42~47。
7.限位块:见下图。
作用: 滑块抽出后要求稳固保持在一定位置上,以便于再次合模时斜销准确插入滑块斜孔,使滑块准确复位。主要参数:抽拨总距离 = 抽芯距离 + 安全值。 材料: T8A、T10A 。
8.螺钉: 见下图。
作用:用于固定限位块在动模套板上。
9 .弹簧、螺杆、螺母: 见下图。

滑块运动后依靠弹簧张力使滑块紧贴在限位块的侧面。
主要参数: 弹簧张力>滑块的自身重量 , 确保滑块定位准确。
10.楔紧块(通常又叫斜楔):见下图。
作用:承受反压力,防止滑块在压射过程中后退。参数:楔紧斜度角 = 斜销角度 + 3°~5°
紧固形式:定rrjrtm.gq位螺钉紧固。 材料: T10A 。 热处理:HRC42~50。
11.液压(油缸)抽芯机构:见上图。
主要由液压油缸、行程控制开关、行程控制开关连接杆、侧抽型芯、侧抽型芯连接套、油缸固定板、油缸支撑块、等部分组成。要求液压油缸一律使用耐高温的油缸(指定供应商购买)。
12.动模套板(通常又叫B板): 见下图。
作用:起固定支撑定模镶块作用,定模套板受拉伸、弯曲、压缩三种应力。因此,此板尺寸和模具质量,刚性关系密切,应充分重视。材料:45# S50C 。
13.定模座板(通常又叫A板):见上图。
作用:一端面紧固在压铸机头板上,使模具压紧定位,另一端面和模体结合承受机器压力,二个端面要求有足够受压面积,压铸机射咀和压室安装孔要求配和精确。材料:45# S50C。
14.鎶芯、镶件、镶针:
作用:用来形成鋳件在开模方向或不在开模方向孔或凹位,形状和尺寸按产品要求。
材料:H13、DAC、SKD61、DH31S、 8407、 8418、DAC55 、W400。 热处理: HRC48~52 。
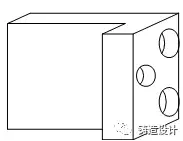
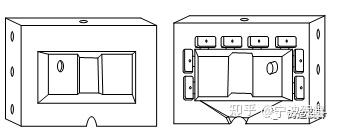
15.定模镶块(模仁、型腔)、动模镶块(模仁、型芯)、行位件(型芯):见下图。
此为成形压铸件尺寸零件,其型腔尺寸确定:由铸件尺寸 + 相应铸件收缩 。 各种合金收缩率分别为AL:0.3~~0.7 Zn:0.3~0.6 Mg:0.4~0.8(0.55) CU:0.5~1.0 (%)
镶块的壁厚尺寸确定:据铸件形状和尺寸大小来确定。
材料:H13、DAC、SKD61、DH31S、 8407、 8418、DAC55 、W400。 热处理: HRC48~52 。
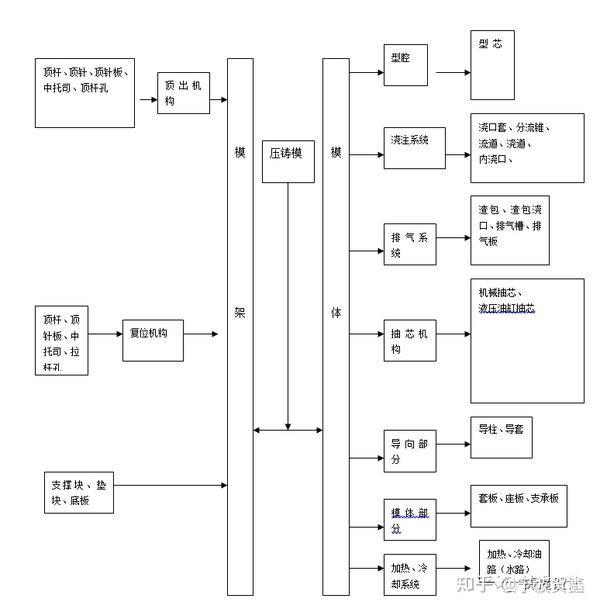
四.压铸模具结构示意图
对于模具结构的划分可以用下图表示:
http://-www.hexinmusu.com |
|


 发表于 2023-1-17 18:21:05
发表于 2023-1-17 18:21:05